

Einfacher Herstellungsprozess von Stahlkugeln
Formen des Kugelrohlings → Entfernen des Rings → Grobschleifen → Weichschleifen → Formen des Kugelrohlings → Glatte Kugel (oder Feilen → Weichschleifen) → Hartschleifen → Feinschleifen → Präzisionsschleifen (oder Polieren) → Ultrapräzisionsschleifen.
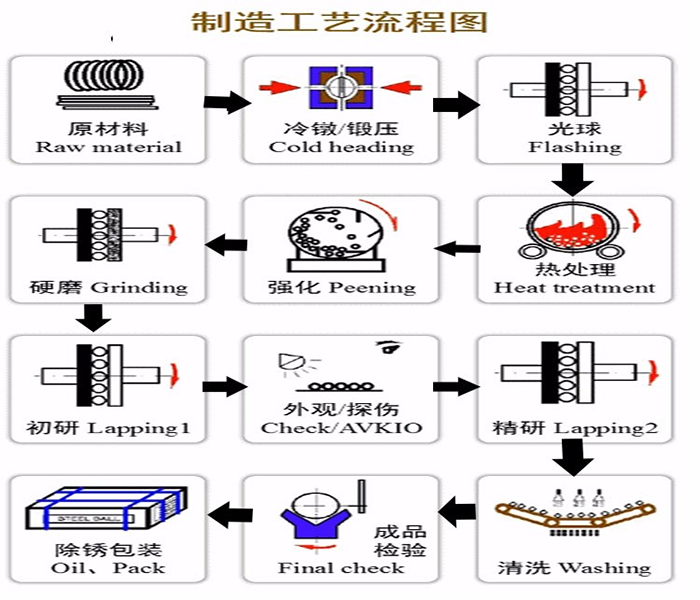
Detaillierter Produktionsprozess von Stahlkugeln
1. Drahtziehen: Ziehen Sie den Draht mit einer Drahtziehmaschine auf den gewünschten Durchmesser.
2. Kaltstauchen (Schmieden): Legen Sie den gezogenen Draht in eine Kaltstauchmaschine mit Stahlkugeln und schmieden Sie ihn mit der Stahlmatrize in der Maschine zu einem Kugelrohling.
3. Lichtball: Zwei kreisförmige Platten aus Gusseisen mit Schleifkugeln im Inneren der Lichtballmaschine drücken und feilen den Embryo mit Kaltkopf, um den äußeren Ring und zwei Pole am Embryo zu entfernen.
4. Weiche Kugel: Zwei kreisförmige Schleifkugelplatten aus Gusseisen in der weichen Kugelmaschine feilen den leichten Kugelkeim, um ihn auf den erforderlichen Kugeldurchmesser und die erforderliche Oberflächenrauheit zu mahlen.
5. Wärmebehandlung: Geben Sie die Kugel in einen Wärmebehandlungsofen, wo Sie sie aufkohlen, abschrecken und anlassen, um ihr eine bestimmte Aufkohlungsschicht, Härte, Zähigkeit und Zerkleinerungslast zu verleihen.
6. Hartes Schleifen: Die Schleifscheibe in der Schleifmaschine setzt den wärmebehandelten Kugelrohling unter Druck und schleift ihn, um die schwarze Oxidschicht auf der Oberfläche der Kugel zu entfernen und die Genauigkeit der Kugel zu korrigieren.
7. Präzisionsschleif-/Polierreinigung: Präzisionsschleifen: Schleifen Sie den Schleifkugelembryo in der Präzisionsschleifmaschine, um die erforderliche Präzision und Glätte des Endprodukts zu erreichen;
Polieren und Reinigen: Gießen Sie die Kugel in die Poliertrommel und drehen Sie sie. Reinigen Sie dann die Kugeloberfläche mit Polierreiniger und Wasser, um sie sauber und glänzend zu machen.
8. Auswahl des Aussehens: Verwenden Sie eine manuelle Sichtprüfung, um die Oberfläche der Stahlkugel auf Mängel zu prüfen, und verwenden Sie ein Mikrometer, um die tatsächliche Rundheit und Variation des Chargendurchmessers zu messen, und verwenden Sie als Endkontrolle ein Oberflächenrauheitsmessgerät, um die Oberflächenrauheit zu ermitteln.
9. Verpackung: Stahlkugeln/Edelstahlkugeln/Lagerstahlkugeln mit Rostschutzöl bestreichen und in Kartons oder gewebten Beuteln verpacken.
Mit der Entwicklung der Technologie ist die Nachfrage nach großen Hochleistungslagern im Gerätebau quantitativ und qualitativ weiter gestiegen, und auch die Anforderungen an die Menge und Qualität der Lagerung großer Lagerstahlkugeln müssen entsprechend erhöht werden. Die Durchmesserschwankung der Stahlkugelcharge sollte gering sein, die Oberflächenrauheit der Stahlkugel sollte gering sein, die Genauigkeit sollte hoch sein und der Unterschied zwischen der Kernhärte und der Oberflächenhärte der Stahlkugel sollte gering sein. Der Durchmesser großer Lagerstahlkugeln hat jetzt 150 mm bis 200 mm erreicht.
Der Herstellungsprozess großer Wälzlagerstahlkugeln unterscheidet sich von dem herkömmlicher Spezifikationen. Es ergibt sich folgender Vergleich:
1. Herstellungsprozess von großen Lagerstahlkugeln:
Schneiden – Schmieden – Glühen – Drehbearbeitung – Wärmebehandlung – Hartschleifen – Erstforschung – Präzisionsforschung;
2. Herstellungsprozess von Lagerstahlkugeln mit normaler Spezifikation:
Drahtziehen – Kaltstauchen – Leichte Kugel – Weiche Kugel – Wärmebehandlung – Hartschleifen – Feinschleifen;
Herstellungsprozess importierter Lagerstahlkugeln
1) Herstellungsausrüstung unter Verwendung importierter Lagerstahlkugeln
2) Bewegen Sie zunächst den Hydraulikzylinder, um die Schleifplatte vorzuschieben, bis die Lagerstahlkugel zwischen den beiden Schleifplatten platziert werden kann.
3) Installieren Sie den Kugelauslass und halten Sie ihn in lockerem Zustand. Markieren Sie die Spindel, um den Raum zwischen den beiden Mahlplatten mit Stahlkugeln zu füllen, und stellen Sie den Kugelauslass ein
Das Kugelsammelmesser wird fest an der Stirnseite des Schleiftellers (bzw. der Schleifscheibe) befestigt und am Kugelauslass befestigt. An dieser Stelle empfiehlt es sich, Druck auf die beiden Mahlplatten auszuüben, um die Chromstahlkugel in Rotation zu versetzen.
4) Schließen Sie die Schutzabdeckung, starten Sie die Wasserpumpe, starten Sie die Materialwanne und starten Sie die Hauptwelle.
5) Passen Sie die Geschwindigkeit der Spindel und der Materialschale sowie die Anzahl der Kugeln entsprechend den Prozessgewohnheiten jeder Fabrik an, um sicherzustellen, dass die Stahlkugeln in jeder Nut der Führungsplatte gleichmäßig verteilt sind
Gleichmäßig verteilt und nicht überlappend.
6) Stellen Sie den Schleifdruck ein, drehen Sie den Druckschalter am Bedienfeld in die offene Position, stellen Sie das Druckerhöhungsventil am Bedienfeld der Hydraulikstation ein und heben Sie es an
Geben Sie den Druck an und sperren Sie ihn in jedem Werk. Achten Sie darauf, dass das Hydrauliksystem den Druck während des Startvorgangs aufrechterhält.
7) Unter normalen Arbeitsbedingungen ist es notwendig, den Betriebsstatus, den Druck und den reibungslosen Ein- und Ausstieg des Hosts regelmäßig zu überwachen.
8) Wenn die Stahlkugel die angegebene Größe und Oberflächenqualität erreicht, reduzieren Sie zunächst den Arbeitsdruck und drücken Sie dann die Hauptstopptaste.
9) Bereiten Sie den Behälter zum Entfernen der Lagerstahlkugel vor.